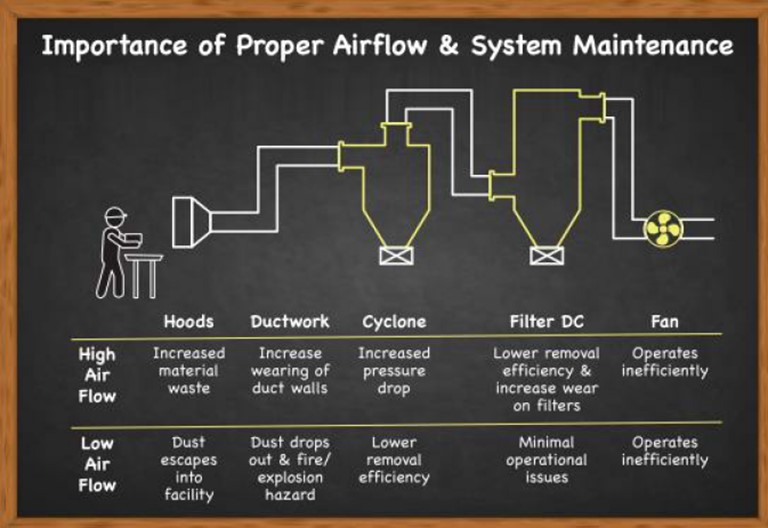
A dust collector is a mechanical device used to remove dust from an air stream. The dust collection system consists of a hood (or air collection device), the dust collector, the motive fan and any inter-connecting ductwork, stack, dampers, controls, etc. Aerodyne Environmental manufactures cyclone dust collectors and the dust handling valves (airlocks) mounted on the dust collectors.
To properly specify a dust collector, certain information is required:
- Dust collector type – Cyclone, baghouse, etc.
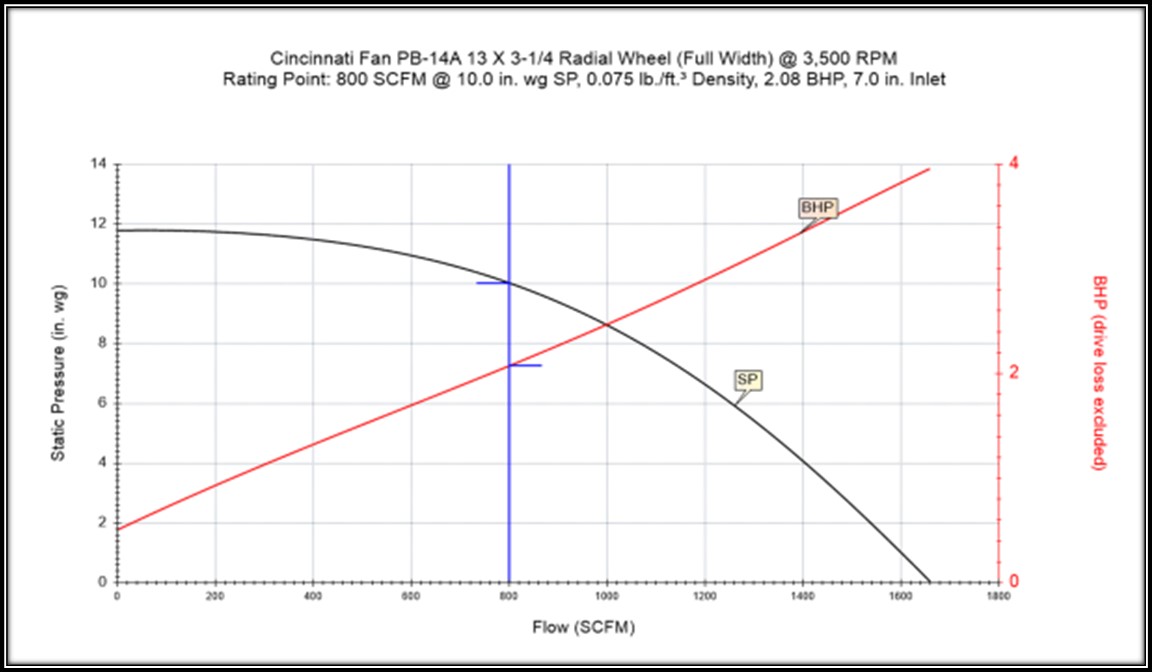
- Airflow (CFM) – The amount of air going through the collector. The airflow is critical to sizing a dust collector and without airflow no collector can be sized.
- Temperature, pressure, humidity of airflow – Higher temperature, pressure, and humidity will affect collector materials of construction, size and may require special valves and controls.
- Dust description* – The better you describe your dust the better your dust collector will operate. Example a sticky dust will bind a cartridge collector which will require frequent cleaning and/or replacing of the cartridges. While cyclones are well suited for sticky particulate.
a. SG or density of the dust/particulate – the greater the density, the easier it is to remove.
b. Dust/particulate loading (lbs/hr) – amount of dust.
c. Particulate size distribution (microns) – how big is the dust (smaller dust is removed in baghouse but larger dusts can be effectively removed in a cyclone).
d. Fibrous, abrasive, hydroscopic, granular, tendency to bridge, sticky, etc. (dust with these properties can wreck havoc on baghouses and cartridge collectors. - Removal efficiency required – The greater the removal efficiency, the more expensive the design will be.
- Materials of construction required – from carbon steel to stainless and high alloy steel, the materials of construction affects price. Process conditions (temperature, gas/air composition, dust composition and humidity) can require specific materials of construction. (Example: salt in a humid environment requires stainless steel to prevent corrosion.)
*If unknown, a pilot unit can often be rented from the manufacturer to test on your existing system.
To improve efficiency and safety, there is no substitute for an on-site inspection by an experienced expert. Click below to start with a free 20-minute phone consultation by clicking the button.