When handling large, abrasive materials like sand, coffee, foundry dust, limestone dust, and other minerals, selecting the right dry solids material handling valve is essential. The wrong valve choice can result in excessive maintenance, system inefficiencies, and costly downtime. A double-dump valve is an ideal solution for facilities dealing with these tough materials, offering long-term durability and minimal wear compared to other valve types. If your operation involves high-abrasion materials, making an informed valve selection can save both time and money, while enhancing system performance.
Understanding Valve Options for Abrasive Materials
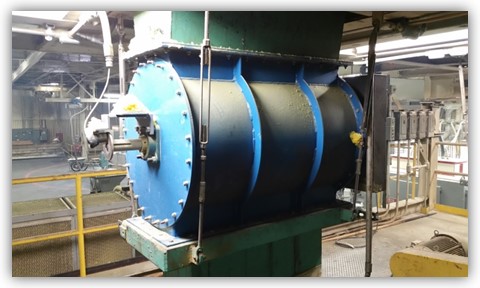
Different types of valves serve specific purposes in material handling systems, and selecting the right one depends on the nature of the material being processed. Rotary valves are commonly used for handling free-flowing, low-abrasive materials. Their rotating blades move material through the system continuously. However, when dealing with abrasive materials, the rotating blades and housing experience rapid wear, leading to increased maintenance, reduced efficiency, and eventual failure. While rotary valves are ideal for light-duty applications, they are not suitable for handling large, abrasive particles over extended periods.
Why Double-Dump Valves Are the Superior Choice
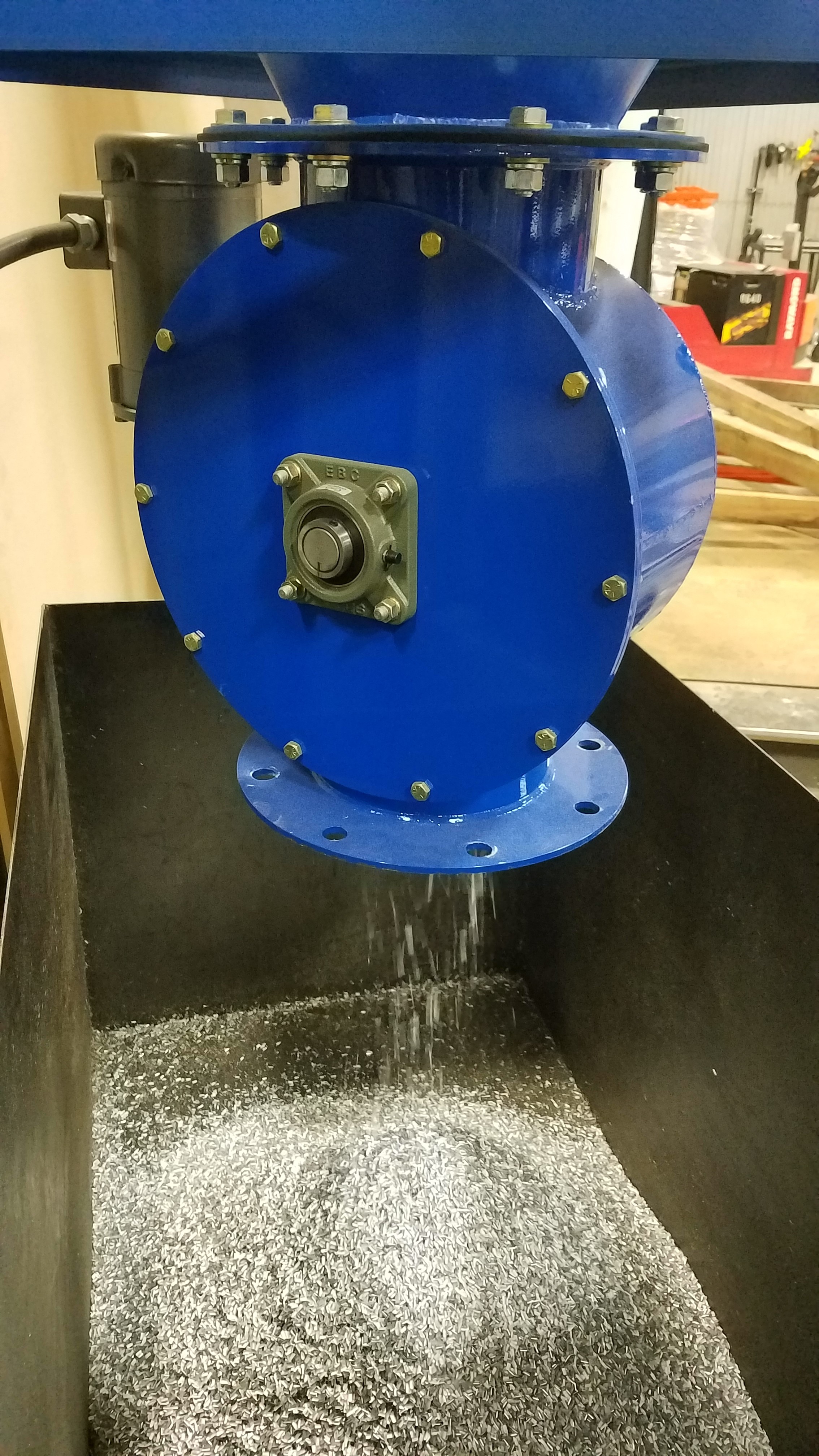
In contrast, double-dump valves are specifically engineered to handle tough, abrasive materials without the drawbacks of rotary valves. Double-dump valves use two tandem gates that open and close alternately to discharge material, avoiding the friction and erosion associated with rotary valves. This design ensures that system pressure is maintained, preventing air seepage in both positive and negative pressure systems, which is crucial for maintaining efficiency in dust collection and bulk material handling. Furthermore, the robust design of double-dump valves allows them to handle chunky, fibrous, and coarse materials that could otherwise damage or jam a rotary valve. Since there are no rotating parts subject to constant abrasion, double-dump valves experience significantly less wear, leading to lower maintenance costs and a longer operational life.
The Consequences of Choosing the Wrong Valve
Selecting the wrong valve for handling abrasive materials can lead to serious consequences. First, a rotary valve subjected to abrasive materials will require frequent repairs due to blade erosion, resulting in unexpected maintenance costs and downtime. Frequent breakdowns and maintenance interruptions can halt production, impacting workflow and efficiency. In industries where time is money, these delays can add up quickly. Additionally, if the sealing components of a valve wear out, air leaks can compromise system performance, causing material loss, inconsistent flow rates, and higher operational costs. Constantly replacing worn-out parts or an entire rotary valve due to excessive wear can also be expensive. Choosing a more durable solution like a double-dump valve can help prevent these recurring expenses.
Why a Double-Dump Valve is the Best Investment
Investing in a double-dump valve is the most cost-effective solution for facilities processing large, coarse, or abrasive materials. Double-dump valves are designed to handle rough materials without significant wear and tear. They ensure proper air sealing to maintain system pressure and prevent leakage, reducing the need for frequent repairs and replacements. This leads to long-term savings by minimizing downtime, repair costs, and the need for constant part replacements.
Bottom Line: Choose the Right Valve for Your Application
For facilities handling abrasive materials, selecting the right valve is a crucial decision that directly impacts efficiency, cost, and operational longevity. A double-dump valve offers a reliable, long-term solution that minimizes wear, maintains system integrity, and reduces downtime. Choosing a valve specifically designed for tough material handling conditions can save time, money, and frustration in the long run. For large and abrasive materials, settling for a solution that wears out quickly is not advisable. A double-dump valve ensures smooth and efficient operations.
To improve efficiency and safety, there is no substitute for an on-site inspection by an experienced expert. Click below to start with a free 20-minute phone consultation by clicking the button.