
When selecting the airlock for your dust collector, it is important to think about air leakage. A little air leakage through the airlock isn’t a usually a big deal with many baghouse applications, but air leakage can cause major issues with some applications. So it is important that you identify if your system will have issues with air leakage and then select the proper airlock valve.
Some dust collection system issues that could come with air leakage include:
- Decrease airflow at pickup points – If an airlock leaks too much air into a system, it could decrease the airflow at the pickup point, thereby causing less dust to be collected.
- Blowing dust out of the airlock – If too much air leaks out of the system through the airlock, the collected dust might be blown out of the airlock, causing the collected dust scatter on the ground around the dust collector.
- Dust that reacts with water – Humidity from outside the process can cause dust to become sticky, bridge, or even explosive in special circumstances.
- Systems that are oxygen deficient for reaction or explosive prevention – Outside air
can introduce oxygen to the system which could feed a reaction or move the process into the explosive zone.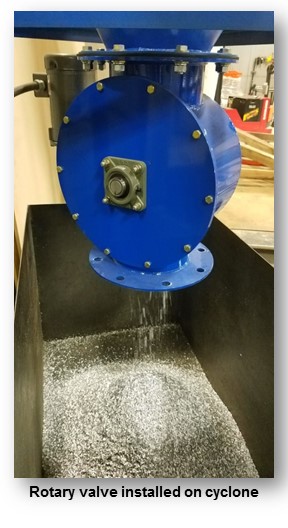
- Systems that have a high pressure or low vacuum - Leaking airlocks can bleed pressure or allow outside air into a high vacuum, requiring the pressure control system to work harder.
If you have an issue like this, you might want to look at your airlock. While rotary valves are the industry standard, and currently the only valve approved for explosion isolation in the NFPA, they do constantly leak air into or out of the system. The reason is the rotor has a small clearance between it and the valves housing. This allows a path for air to travel. So while this path is small you will always get some leakage into or out of the system with a rotary valve.
Other valves that will minimize leakage include
- Double dump / knife valve – This valve uses what is essentially two valves in series. And while one of the valves is open, the other is closed. This prevents air from leaking in or out since there is no direct opening through the valve. The major drawback of this valve is that the capacity of the valve is severely restricted. A rotary valve will have a higher flowrate through the same diameter valve. The other advantages include that these are better with chunky or fibrous materials.
- Trickle valve – A trickle valve (like the Vacu-Valve®) uses the vacuum of the system to seal a sleeve. This prevents air from leaking into the system. Gravity will then pull the dust through the sleeve once enough material is built up above the valve. This valve can be used if: the system has negative pressure; the dust is free-flowing dust and won’t bridge; and the dust is not explosive. The advantages of a trickle valve include no moving parts, low cost, low maintenance, and no power is needed.
In summary, when designing your dust collection system, don’t just pick a rotary valve, make sure that air leakage will not cause an issue. And if it does, then look for an alternative that will minimize the leak leakage.
Evaluate your current dust collection system for operational efficiency. Simply click the button to get direct access to our evaluation guide.
